

News Center
Recommending Products


Contact: Mr. Jin
Tel: 13901575780
0512-52428686
Contact: Mr. Zha
Tel: 13913639797
0512-52422071
Address: No. 59, Huyi Road, Liantang, Shanghu Town, Changshu City, Jiangsu Province.
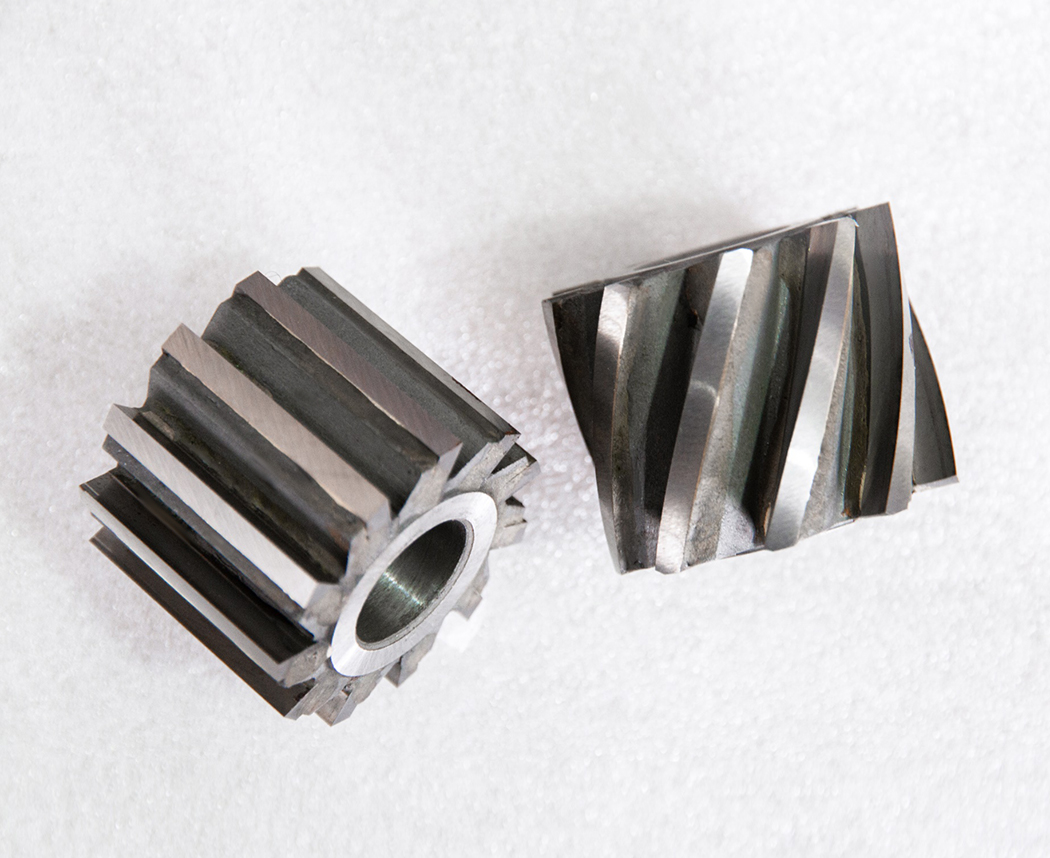
What are the main manifestations of the stability of the slitting round knife
The stability of the slitting circular cutter is the core indicator to ensure the accuracy, efficiency, and tool life of the slitting process, mainly reflected in three dimensions: dimensional accuracy stability, cutting performance stability, and operating state stability. The specific manifestations and influencing factors are as follows:Sources:www.dmees.cn | PublishDate:2026.01.19
1、 Dimensional accuracy stability: the fundamental guarantee for cutting quality
The ability of a cutting tool to maintain constant key dimensional parameters (diameter, thickness, blade angle) over long-term use directly determines the flatness and dimensional deviation of the cut material.
1. Core performance
The contour of the cutting edge is not deformed: the sharpness and angle of the cutting edge (such as 30 °/45 ° acute angle) do not collapse or curl with the increase of cutting times. When cutting thin films, paper, and metal foil, the incision is free of burrs and edges, and the dimensional tolerance is controlled within ± 0.01mm.
Diameter and thickness without wear deviation: When the cutting tool rotates for cutting, the radial wear is uniform, and the diameter attenuation rate is low (the wear amount of excellent high-speed steel round knives is ≤ 0.005mm/thousand cuts); There is no significant change in axial thickness to avoid material stretching or delamination caused by fluctuations in cutting clearance.
Very small coaxiality error: After tool assembly, the radial runout is ≤ 0.002mm, and there will be no wavy deviation of the cut due to eccentricity during high-speed rotation.
2. Key influencing factors
Tool material: The higher the hardness of materials such as high-speed steel (HSS), hard alloy (WC), ceramic knives, etc. (such as hard alloy hardness ≥ 90HRA), the stronger the wear resistance and the better the dimensional stability;
Heat treatment process: Vacuum quenching and tempering can eliminate internal stress and prevent tool deformation during high-temperature cutting.
2、 Stability of cutting performance: the core manifestation of process efficiency
During the continuous cutting process, the cutting force and chip removal ability of the tool remain stable, without problems such as sticking or slipping, ensuring cutting speed and consistency.
1. Core performance
Uniform and non fluctuating cutting force: When cutting different materials (such as plastic film, aluminum foil, non-woven fabric), the tool is subjected to stable force and will not experience material tensile deformation or equipment vibration due to sudden changes in cutting force;
Non stick blade chip accumulation phenomenon: The blade surface is smooth (roughness Ra ≤ 0.2 μ m), and when cutting sticky materials (such as PVC film, hot melt adhesive coating materials), no debris will adhere, ensuring a clean incision;
Adapt to a wide speed range: Under cutting conditions from low speed (≤ 50m/min) to high speed (≥ 300m/min), the cutting performance is stable and there will be no overheating or wear of the cutting edge due to speed increase.
2. Key influencing factors
Blade processing technology: Blade polishing and coating treatment (such as TiN/TiCN coating) can reduce the friction coefficient and improve the anti stick cutting ability;
Geometric design of cutting tools: Reasonable front and back angle design (such as front angle of 5 °~10 °, back angle of 12 °~15 °), balancing cutting sharpness and edge strength.
3、 Stability of operating status: key to equipment safety and tool life
The tool maintains stable vibration, temperature rise, and assembly reliability under high-speed rotation conditions, avoiding downtime or safety hazards caused by tool failures.
1. Core performance
Low vibration operation: The tool's dynamic balance accuracy level is high (such as G2.5 or above), and there is no significant vibration during high-speed rotation. The equipment's spindle amplitude is ≤ 0.003mm, reducing losses to bearings and frames;
Temperature rise controllable: After long-term cutting (such as continuous 8-hour operation), the working temperature of the tool is ≤ 60 ℃, and the material will not soften or deform due to high temperature;
Assembly fastening without looseness: Fixed through connection methods such as expansion sleeves and flanges, the cutting tool has no axial or radial displacement during high-frequency start stop and load changes, ensuring a constant cutting position.
2. Key influencing factors
Dynamic balance calibration: Conduct high-precision dynamic balance testing before leaving the factory to eliminate mass eccentricity;
Assembly accuracy: The clearance between the spindle and the tool should be controlled between 0.001~0.003mm to avoid vibration caused by excessive clearance;
Cooling and lubrication: During wet cutting, the coolant is evenly sprayed onto the cutting edge to reduce friction temperature rise; When dry cutting, choose tool materials with good self-lubricating properties (such as ceramic knives).